円すいころ軸受徹底ガイド:種類、用途、メンテナンス
円すいころ軸受 円すいころ軸受は、産業分野で最も適応性が高く、広く採用されている軸受の1つです。この記事では、円すいころ軸受の用途や複列円すいころ軸受の詳細について、専門的な見地からご説明します。
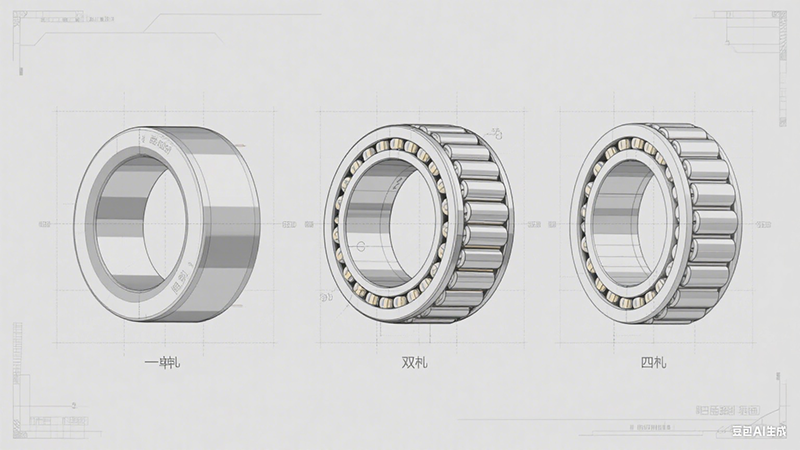
円すいころ軸受は、多様なアプリケーションの需要に応えるため、複数の構成で利用可能です。
- 単列円すいころ軸受:最も一般的なタイプで、中程度のラジアル荷重と一方向のアキシャル荷重を扱うことができる。
- 複列円すいころ軸受:耐荷重が向上し、両方向のスラスト荷重に対応できるため、工作機械のスピンドルやギアボックスの最有力候補となっています。
- 4列円すいころ軸受:最大負荷能力を発揮するように設計されており、特に非常に高いラジアル荷重が発生する圧延用途に適しています。
- スペシャライズド・バリアント:このカテゴリーには、密封された潤滑済みベアリング(メンテナンスフリーを実現)とケース硬化型ベアリング(特に過酷な使用環境に最適)が含まれます。
ティムケンのような多くのメーカーは、異なるグローバルな機器規格に合わせるために、メートル系とインチ系の両方のベアリングを提供しています。特定の
ベアリングタイプ 負荷の方向、利用可能な設置スペース、速度要件、周囲の環境条件などの要因に依存する。
円すいころ軸受は、堅牢な耐荷重設計を特徴としており、高荷重や衝撃荷重の下でも安定して動作します。この特性により、圧延機、クレーン、鉱山機械などの重荷重用途に最適です。
これら
ベアリングは強力な自動調心性を持つ これにより、軸の偏差を自動的に調整することができます。これにより、ベアリングの応力負担が均等になり、摩耗や疲労が減少し、最終的にベアリングの寿命が延びます。
円すいころ軸受は、ラジアル荷重とスラスト荷重を同時に扱う必要がある場合に優れています。その特徴
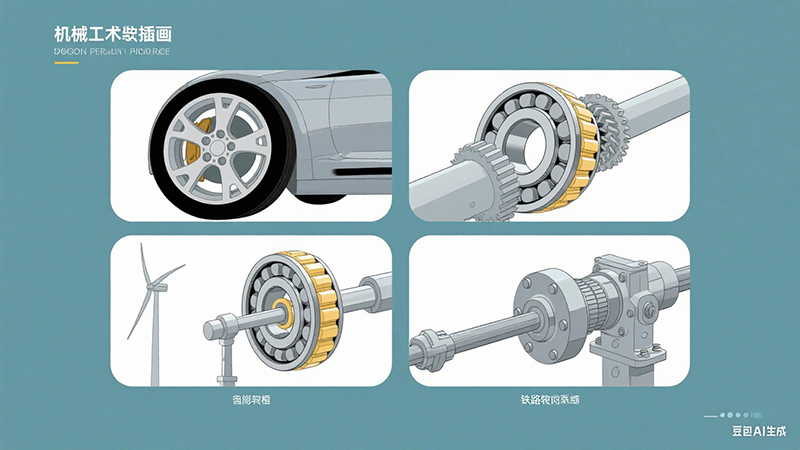
キーアプリケーション を含む:
- 自動車用ホイールハブ:最も一般的な用途のひとつで、車両の重量とコーナリング中に発生する力の両方を支える。
- 重機:建設機械や農機具の衝撃荷重に耐えるベアリングです。
- 産業用ギアボックス:軸方向の動きを効果的に制御しながら回転シャフトを支持するために使用される。
- コンベアシステム:わずかなミスアライメントに対応できるため、完璧なシャフトアライメントが困難な用途に適しています。
- 鉄道車軸箱:特別に設計された円すいころ軸受を採用し、大きな荷重と持続的な振動に耐える。
- 風力タービン:大径円すいころ軸受は、信頼性が最も重要視される風力タービンのヨーおよびピッチシステムに使用されています。
最適な性能と寿命を確保するため、以下の使用ガイドラインに従ってください:
- ホコリやゴミが入らないように、ベアリング周辺を清潔に保つ。
- 使用中、ベアリングに強い衝撃を与えないでください。傷、くぼみ、ひび割れ、あるいは破損の原因になります。
- 以下の場合は、適切な専用工具を使用する。 ベアリングの取り付けまたは分解.
- 手の汗がベアリングに触れて腐食するのを防ぐため、運転中は手袋を着用すること。
円すいころ軸受の負荷容量は、そのサイズや設計によって大きく異なりますが、一般的に、円すいころ軸受の負荷容量を上回ります。
ボールベアリング 同じ大きさの。
- 典型的な中型単列円すいころ軸受は、最大150kNの動ラジアル荷重と、一方向に約75kNのアキシャル荷重を扱うことができる。
- 二列構成にすることで、これらの負荷容量をおよそ2倍にすることができる。
- 圧延機で使用される4列軸受は、1,000kNを超えるラジアル荷重を支えることがある。
実際の耐荷重には、以下のようないくつかの要因が影響する。
ベアリングの材質熱処理工程、潤滑条件、使用温度などです。メーカー各社は、製品カタログに詳細な定格荷重データを掲載しており、動定格荷重は、疲労が発生する前にベアリングが100万回転まで耐えられる最大荷重を示しています。
適切な取り付けとアライメントは、公表されている定格荷重を達成するために非常に重要です。ベアリング幅1インチあたり0.001インチのような小さなミスアライメントでさえ、20%以上の負荷容量を減少させる可能性があります。
円すいころ軸受は、内輪、外輪の4つの中心部品で構成されている、
テーパーローラーおよびケージ。通常、内側と外側のレースウェイと
ローラーが荷重に耐えるケージはローラーを分離し安定させる役割を果たす。
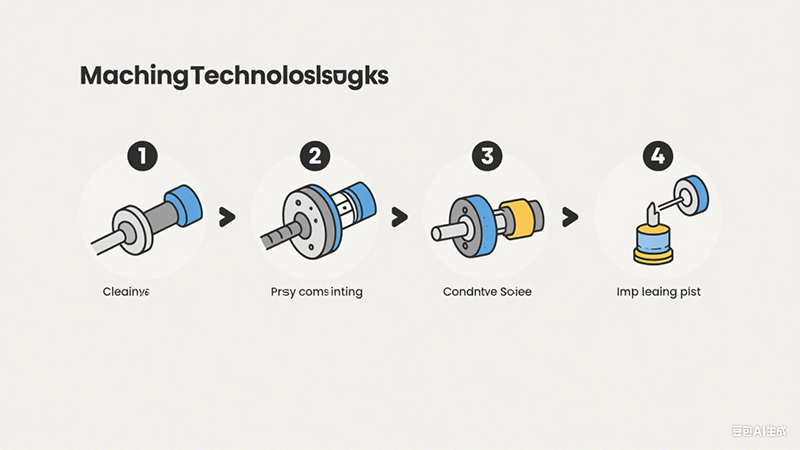
- 設置前の準備:シャフトとベアリング・ハウジングを含むすべての構成部品を徹底的に清掃する。先に進む前に、ベアリングの表面に損傷や汚れがないか点検してください。
- 圧入設置:圧入する場合は、アーバプレスと適切な取り付け工具を使用し、圧入するレースに均等に力を加えてください。ローラーを通して力を加えないでください。
- 熱アシスト設置:大型軸受の場合、加熱による取付けが必要な場合があります。ただし、軸受の冶金的性質の変化を避けるため、加熱温度は121℃を超えないようにしてください。
- クリアランス/プリロード調整:取り付け後、メーカーの仕様に従って、ベアリングのすきまや予圧を調整する。通常は、ベアリングの回転中に調整ナットを規定のトルクで締め付け、構成部品が正しく固定されるようにした後、ナットを緩めて適正なすきまにします。
- 潤滑:適切な潤滑が不可欠です。推奨グリースを軸受箱の体積の約30~50%まで充填してください。詰め過ぎはオーバーヒートにつながりますので避けてください。
具体的な手順については、必ずメーカーの公式取り付けガイドを参照してください。不適切な取り付けは、ベアリングの早期故障のほぼ半分を引き起こしているからです。
を選ぶ
正しいベアリング サイズは、単にシャフトの直径に合わせるだけではありません。正確な選択のためには、以下の手順に従ってください:
- 負荷要件の決定:まず、衝撃や振動による追加荷重を含め、軸受が支持する必要のある実際のラジアル荷重とアキシャル荷重を計算する。
- スペースの制約を考慮する:用途によっては設置スペースが限られ、理想的なサイズよりも小さなベアリングが必要になる場合があります。このような場合、より高精度な部品が必要になることがあります。
- 速度要件を考慮する:一般的に大きなベアリングほど最大回転数が低くなるため、回転数はサイズ選択の重要な要素です。
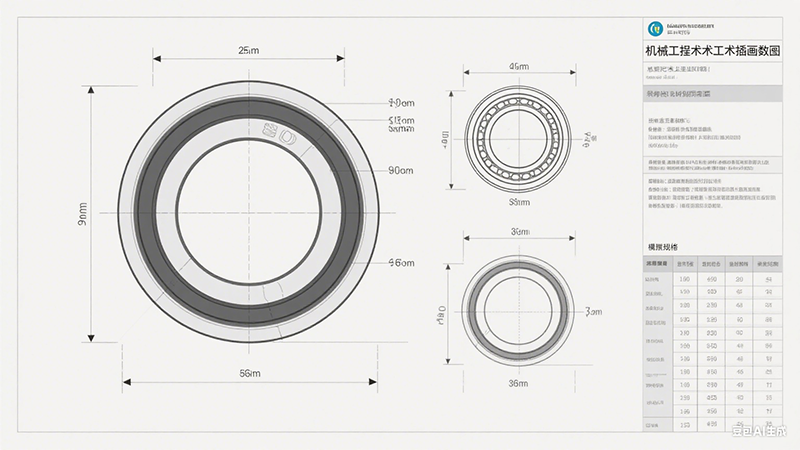
- メーカーのサイズチャートを使用する:ほとんどのメーカーは、内径、外径、幅、カップ角度などの重要な寸法を含む包括的なサイズチャートを提供しています。
- 交換に関する考慮事項:既存のベアリングを交換する場合は、寸法だけでなく、必ず完全な品番を合わせてください。微妙な設計の違いが性能に大きな影響を与えることがあります。
- 新しいデザインは専門家に相談:新しい機器の設計については、ベアリングエンジニアにご相談ください。具体的な使用条件や期待寿命に基づき、最適なベアリングサイズを提案します。